(Define parameters) G21 (Set units to millimeters) G40 (Cancel cutter radius compensation) G97 S800 M03 (Set spindle speed to 800 RPM, clockwise) G00 X100 Z100 (Move to safe position) (Start facing the front surface) G00 X0 Z2 (Rapid to the front of the part) G01 Z0 F0.2 (Face to Z0) (Start rough turning for outer profile) G00 X98 Z0 (Rapid to start diameter) G01 X70 Z-29 F0.3 (Turn to the step at diameter 70 mm, depth -29 mm) G01 X42 Z-42 (Turn down to 42 mm diameter, depth -42 mm) (Contour for inner profiles and radii) G00 X30 Z-42 (Move to inner diameter 30 mm) G01 X100 Z0 (Exit from the part) (Add details for radius R1, R2, and R2.5 as per your machine's radius commands) ... (Additional G-code to handle each contour and radius) (Finish turning for final dimensions) ... (Additional G-code to apply finishing cuts) G00 X100 Z100 (Move to safe position) M30 (End program)








Çok sağ olun hocam verdiğiniz değerli bilgi çin. Zaman ayırıp ders çektiğiniz için de çok teşekkür ederiz ...
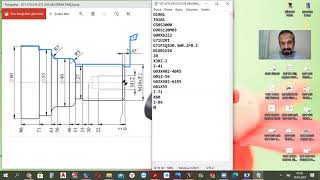
(Define parameters)
G21 (Set units to millimeters)
G40 (Cancel cutter radius compensation)
G97 S800 M03 (Set spindle speed to 800 RPM, clockwise)
G00 X100 Z100 (Move to safe position)
(Start facing the front surface)
G00 X0 Z2 (Rapid to the front of the part)
G01 Z0 F0.2 (Face to Z0)
(Start rough turning for outer profile)
G00 X98 Z0 (Rapid to start diameter)
G01 X70 Z-29 F0.3 (Turn to the step at diameter 70 mm, depth -29 mm)
G01 X42 Z-42 (Turn down to 42 mm diameter, depth -42 mm)
(Contour for inner profiles and radii)
G00 X30 Z-42 (Move to inner diameter 30 mm)
G01 X100 Z0 (Exit from the part)
(Add details for radius R1, R2, and R2.5 as per your machine's radius commands)
... (Additional G-code to handle each contour and radius)
(Finish turning for final dimensions)
... (Additional G-code to apply finishing cuts)
G00 X100 Z100 (Move to safe position)
M30 (End program)
Güzel tanimlamissiniz. Teşekkür ederim. M30 programı sonlandir başa geri dön. Şeklinde daha doğru olur
Ahmet hocam merhaba, C ve Y eksen torna - freze ile ilgili eğitim dökümanlarınız var mı ?
ahmet hocam benim simülasyon programımda G71 ile iç çapı tornalayamıyorum parametreden açmam lazımmış biliyorsanız yardımcı olursanız sevinirim
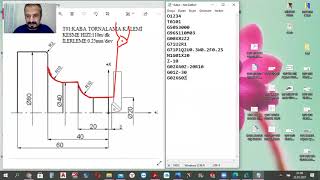
Alt satırda bir eksiklik var herhalde hocam gözünüzden kaçtı sanırım G01X42 Z-40
X30
N2 Z-70
Z-30 değeri Z-70 olacak sanırım
Evet unuttuk sadece çevrime odaklanınca. Teşekkürler.
@@ahmetkaya71 Çok teşekkürler hocam vermiş olduğunuz güzel bilgiler için çalışmalarınızın devamını bekliyoruz
R1ide unuttunuz hocam
Hocam ben programa başlarken G90 G21 G18 G54 GBİ KOMUTLARIDA YAZIYORUM BUNLARA GEREK VARMI??
Hocam g72 ile gosterirmisinuz
hocam g42- g41 olması gereli değilmi
TSK Ahmet hocam bu smilatoru nasıl yukleriz bilgi sayarak saygilar
swansoft cnc simülatör diye yaz int var.
TSK ederim.
Hocam U değeri niye eksi oldu, orayı açıklamadınız
İç çap tornalamak için bu şekilde yazıyoruz. Çevrim tersi yönde çalışması için.
İç çap tornalandığı için finişe birakılan paso miktarı - yönde olmalıdır.
Hindi main bhi bolo 💯
Hatalı
N2 satirindaki Z degeri-70 olmalıydı. Sonradan fark ettim düzelttim ancak videoya eklemeyi unutmusum. 👍
@@ahmetkaya71 delik içi R1 atlamış siniz