As an Engineer, I have to say that this is a good upload, and will be useful to many especially bikers. The word " braze" refers to the metal "brass" and all of it's various alloys, based around copper as the single main constituent part, and brazing refers to the process of fusing a filler rod which has a lower melting point than the parts being joined together. Therefore, the word brazing, or to braze, must refer to the fusing of metal containing an alloy which includes copper, called a brazing rod. All other fusion materials are referred to by the name of their constituent parts, such as ally welding for aluminium, which is the subject of this great upload. Thanks guys.
Thank you so much Anthony, its an honour to have such kind, and generous insight from an obvious professional.. if you don't mind, im going to 'pin' your message to the top so that everyone tuning in can benefit from that understanding of the subject too... take care and keep in touch.. Del.
Anthony is the "know it all" engineer who's full of bullshit. "BRAZING" is a metal-joining process in which two or more metal items are joined together by melting and flowing a filler metal into the joint, the filler metal having a lower melting point than the adjoining metal. It does NOT apply only to Brass or Copper! Here's a list of hundreds of different brazing alloys, each formulated for a specific task. Note the large number of brazing alloys at the start of the list, all for aluminium brazing. en.wikipedia.org/wiki/List_of_brazing_alloys
@@johncoops6897 You're correct, brazing specifically refers to the joining of 2 dissimiliar materials, via use of a melted filler material. Brass, and it's alloys have generally been used due to their ductility, and good melting and flow characteristics, not to mention their chemical stability, however that doesn't necessarily prevent other materials from being used. remember, Welding is the joining of similiar materials using a filler which has similiar characteristics to the parent metal; Brazing is the joining of dissimiliar materials to take advantage of the chemical characteristics of the filling material, without drastically changing the characteristics of the parent material.
Great discussion. No expert but here's my understanding. Welding involve the melting and combining of similar base metals. I filler metal isn't always needed as the metals have flowed together to conjoint the parts but is used to fill any voids between the parts. Brazing is using a filler metal to joint dissimilar metals. Soldiering is much like brazing but at temperatures below 840 F.
"Brazing" the root word is of Brass, but it has entered the general lexicon as a joining process, as in sometimes to "Xerox" is used to mean copy a printed page even using another manufacturers machine
I have used similar products over the last 40 years and it does work well. For maximum strength it is important to get the filler metal to flow right through the joint. I have made two stroke pipes with it and repaired small engine crankcases with great success...
Hey I'm sorry to bother you but do u think it would work to repair the engine case on my 4wheeler? Please let me know any thoughts on this. I need to figure out something......thankyou so much
@@aidantuckwell9191 That's the tricky bit, holding all the pieces to braze them. In my case the parts where fairly small so that helped. Getting the parts nice and hot is important too. With the crankcase, I put it on an electric stove hotplate for 'background' heat and then used the torchon the actual joint. The trick is to brig the base metal up to the melt point of the rod before applying the rod to the work, and then scratching the joint area to get the rod to flow. The repair seems to be as strong or stronger than the parent metal, and it is readily machinable.
Great video, well done. I used rods like these over 20 years ago to repair a 3" crack in an aluminum fishing boat. I had to use MAP gas to get the temp up because of the large heat sink area, and then laid on a big pool, and ground it down smooth. I left about 1.5 - 2 mm of thickness over the cracked area and feathered the edges flush. The crack was right on the bottom below the water line. I still have that boat and that repair has never leaked, cracked again, or flaked off. The repaired boat has seen some hard use and pretty rough water, always powered by a 10 hp outboard. Amazing when you think about it.
Was just keen to find out who it performed for myself, all i could find was negative swaggering from other posts i saw on it.. seems it performed a lot better then most people say.. evidently there's a lot of snobbery out there about 'welding', this works just fine and have its uses..
Thank you for the caveat regarding chassis members or fuel tanks with this product. Please consult a qualified welder for any work on those items (or any other critical pieces). That said, this is was a very impressive demonstration, especially if you don't have access to a welding machine. FYI, I was a welder in another life, but mostly on ferrous and nickel based materials. I now have a little GTAW / SMAW (TIG and Stick) machine for hobby stuff and been experimenting with aluminum on projects for my boat etc. There is a world of difference welding aluminum vs mild or stainless steel. I feel like a newbie again work with it. Thanks for the video, it was entertaining. Cheers
Well done video Sir! Clean aluminum with the oxide removed with stainless steel brush is really critical, as you were careful to point out! I personally like to pre heat the pieces with an electric heat gun, immediately following with a propane torch to make sure the metal is hot enough. The rod should melt just by touching the aluminum, the metal should be melting the rod, or it's not hot enough yet. It can be tricky with bigger pieces, because aluminum cools so quickly and immediately forms an oxidized "scale" surface layer again. That's why I like the heat gun to get it close to temp...the heat it puts out doesn't seem to oxidize the aluminum as quickly as the combustion gas flame of the torch does. Just like soldering copper, if you aren't heating the base metal hot enough to melt the solder by itself, you will get a "cold joint". Really appreciate the great video, thank you!
Working in a Caravan Manufacturing plant in Australia, we discovered a great technique for soldering directly to Aluminium sheeting. It involved putting some machine oil on the surface and then fine sandpaper soaked in oil to remove oxide coating. Rinse debris away with clean oil and leave covered in oil. If the cleaned area remains under oil, it never has the chance to re-oxidise (which is almost instant). We then used a large hot soldering iron and soldered directly through the oil and the solder wicked and bonded just like fresh copper. Once coated in solder, it was easy to tin and solder an earth wire onto the solder patch on the Aluminium sheet. If you could obtain a high temp oil and employ the same technique to pre-tin your surfaces with the brazing rod, you would get a proper bond. As HawkerCNC pointed out, hitting that hot joint with the wire brush while covered in melted brazing rod might also work but doesn't get rid of the oxide debris, which will contaminate your joint. The trick is a) remove oxide under oil. b) heat as fast as possible to get brazing to stick before oil boils/burns c) join tinned parts together rather than trying to do it all at once. Look forward to a follow-up. P.S. "Anthony Williams"...Should we be calling it Aluzing?
This technique used since ages for soldering aluminium with tin is known since ages. Vaseline can be used also. There are also old recipes of flux using zinc chloride and rosin. The oil protection works only when you are working at a temperature lower than the temp where the oil starts to burn. Tin melts at 250 C thus the machine oil won't burn. So unless to have a very special oil that burns only above around 600 Celsius, that won't work while brazing with a zinc alloy that melts around 400 C, as the oil will begin to fume and release tons of carbon. The zinc brazing does not need flux, just to have the alu cleaned with a stainless steel brush.
not a comment on the content, as interesting as it is, but rather on the overall watchability of the video. I stayed to the end largely cause of your presentation. well done.
I've been welding for 50 years and had some success with aluminium brazing using high silicon rods (not sure if that's what these are), especially on some cast alloys that are not readily weldable. I also studied metallurgy as an engineering student. Your test looks impressive, but I can say for sure that the success of this will depend very strongly on the grade of aluminium alloy you are going on to. There are so many different types of aluminium alloys, cast and wrought, heat-treatable and non-heat--treatable, all of which have different constituents and different behaviour in response to heat, and the strength of the joint will depend on the metallic solution that occurs at the interface of the braze and the component - this is much more complicated with aluminium alloys than with steels! Many also change with time, due to solution hardening over some days or weeks, so even if you get a strong job on day 1 it might not be so good on day 30. It would be helpful to know what alloys you used in these tests, if you had that information. So in general, I'd say use it with caution and not on anything that will cause you an injury if it breaks! Or if you are going to do a test piece to check its strength, check it again after a few weeks. If you have quite a bit of work to do, you could invest in a cheap TIG welder, even as a newbie you'll have more confidence in your work. Mind you even then, the brazing will solve some aluminium joining problems that you can't TIG weld! Especially broken castings. In the end it all really comes down to the alloys you are trying to join. Happy brazing!
The silicon rods are the 10% Si eutectic, I think these are the aluminium magnesium eutectic at about 40% Mg. The temperature is quite a lot lower, about 440C instead of 580C - so easier to reach and avoid accidentally melting the parent metal! Probably useful on 5000 series alloys, like 5083 and 5052, used in boatbuilding amongst other uses. Also 6000 (6061, 6063 etc) series but they lose strength if the are heated and then not heat-treated afterwards.
Thanks for that detailed reply and I discovered today that trying to use that product he was using didn't bond well since it popped off after one hit with a hammer. I think I didn't get the cast aluminum hot enough even though I heated it between wood to avoid heat bleed out. In my case, the cast alloy was for use on an electrical box for outside use and may have contained lead or something else but I'm no expert yet on this. I heated it for around five minutes, product melted well, pooled ok but didn't stick well even after I roughed up the surface with sandpaper, metal power brush then wiped and vacuumed excess. Thanks for your input on this.
Hi ive a bike frame with the front fairing bracket that holds fairing and clocks , it brocken in the middle of the headstock do you think i could repair it with these rods without damaging top and bottom race bearings ? i was thinking of putting a wet rag top n bottom to stop heat when warming the cast alooy headstock up to much and warping stuff ,i only want to make this little brkt stick so wont be going mad with welding it ,thanks in advance . Ant from wales ,altho i am a welder never used this stuff or tig .
I've tried a product that seems to be similar to what you are using. I saw it at an engineering exhibition and got one stick. The guy was saying you can use a propane torch but to my surprise it didn't work. Watching your video I noticed that the filler wasn't flowing out like solder does when soldering which makes me think did it actually bond as well as it should. Speaking to a chemical engineer he suggested that I use oxy and acetylene mainly because it doesn't produce moisture when it burns. Propane and othet gasses priduce moisture which gets between the parent material and the 'solder?' which stops it from sticking. I tried it on my aluminium pool fence using a but joint it bonded and flowed well however however it didn't have any strength, the joint snapped easily. I tapped the surface down and used the product as a filler, it flowed out and stuck real well. Unfortunately over time a crack developed and finally it snapped again. The product is good for temporary joints but it seems it doesn't last the distance.
Great video. ! Back in world war 2 they aircraft manufacturers used oxye- acetylene torches with a slightly carborizing flame to join aluminium together. This included tubing frames or space frames also used in early race cars. This 2nd all before tig or heliarc welding was invented. The process you are using is actually a bonding process as no fusion takes place. If the joints are done with a small torch tip to control the heat more precisely, Excellant results can be done. I'm a metalergist and certified welding instructor and built race cars and bikes with about all welding processes. A fuel tank properly designed to eliminate fatigue and stress would be fine with these rods. Keep the videos coming. It was good watching the destructive testing.
I too agree with the above as a younger man are used to oxyacetylene to weld racing motorcycle tanks and have been involved in the aircraft industry on similar projects we used to use oxyacetylene welding process of aluminium and bracing if i member rightly when browsing the aluminium we used to use a 12 to 15% silicon-based rod and a flux powder that was water soluble that we used to mix into a paste and paint on the area to be welded. pretty good video though as I understand using the stainless steel rod which the filler material will not adhere to can agitate the filler material and help the bonding process 👍
Thanks for the thorough test. I have similar rods I bought years ago and also did a similar test and was impressed also. They are good for non-cosmetic, non-structural repairs.
On filling holes, try countersinking the holes to create a wider cone shaped contact area. It may be possible to countersink from both sides to create a bi-directional repair. Cool vid. handy stuff . thanks for posting. (you could attach vortex generator micro-fins onto an Aluminum-Cafe fairing, etc..)
Looks amazing for most decorative and many light/medium duty mechanical and static structural applications. I wouldn't try making a bicycle frame right away but sure would consider it. I'm going to get into this at a hobbiest lever anyhow. Another metal joining material that takes traditional brazing to a new level of ease and applicability is silicon bronze. One can simply use a tig welder as the heat source and melt the bronze directly to steel in a fairly rapid pace. No pre-heating or flux is needed. Just clean and hit the switch. Thanks for the post!
Very well done! As a do-it-yourselfer, I am new to brazing aluminum. I recently got all the materials I need to give it a try, so your excellent video is a must-see to understand the limits of this type of work. I'll be back for more education!
I’ve used this many times on stripped out threads on lawnmowers and chainsaws. Clean out hole with CRC Brakleen heat it up, fill it in drill and retap.
that's my number 1 use for this, I bought some of it from one of the old info commercials way back about 20 years ago, have also used it to make/repair obsolete carb intake tube flanges for small engines..
I'm actually quite impressed! As a retired quality engineer I had my doubts about this. Perhaps if Billy Mays had been selling them, then maybe! Seriously though, I am building a flat tracker XS650 Yamaha and am considering fabricating the electrical box out of aluminum. This would be an amazing assist in that part of the project. My early years before QE work I was a certified welder. I think I'm up for this. Thanks for the excellent video!!!
What you did with the alloy welding test was spot on. I have looked at getting some of those rods but to see someone actually use and test the rods out. I'm well impressed with the outcome. Thanks for the test. Keep up the good work 👍😁
Hi, Bought a 2m length of this stuff a few years back and keep a T piece I joined as a first trial. Every now and then I knock hell out of it but it still holds. Good for forming some light pieces or even a modest alloy bespoke rack, etc. Experimented with some overlap joints and it holds well but needs a bit more heat to penetrate, but useful to join custom bodywork. Thanks for this video. Will save some people a lot of time and money but preparation, as you said, is key.
This is quite possibly the best review and testing of these aluminum rods that I've seen to date - hands-on, and addressing all of the questions and potential scenarios that one would expect with these - good job!
Thanks for the evaluation. I too bought some a few months back and haven't tried them out yet. As per your video it is a WHOLE LOT EASIER than traditional brazing and I agree that it will NEVER SURPASS real welding.😎
You did exactly the same thing that I did when I tried the rods. You brought the parent metal almost up to temp and then put on the rod BUT you kept applying heat to the area. I found (Though I'm no expert) that if you bring the metal up to temp and remove the heat the rod will melt nicely. Every time you add heat during soldering you make any penetration a little less then it should be and when you add the heat the parent metal is not quite ready to melt the rod on it's own. I hope this makes sense to anyone Harold from Canada
Very informative and entertaining...I used to have to seal punctures in refrigerator evaporators from people defrosting them with ice picks...The older stuff, mostly, but some freezers still get the ice pick treatment...These are good for those type repairs, but you can easily blow a bigger hole if not careful....The strength of other joints, like demonstrated here, I wondered about, but now I know....My thanks to the gent that made this video....I enjoyed it and learned while watching it too.
Love your understanding of the difference between 'what goes on up here and what comes out of your hands' (or words to that effect). Priceless, and something that comes with age and experience!!!
First used rods of this sort about 40-odd years ago. The latest incarnations are better. I have repaired broken crankcases with this stuff and it does work... I have also made aluminium tuned expansion chamber exhausts for small racing two stroke engines with it too. Works a treat. Like all soldering, cleanliness is the story. It doesn't seem to flow by capillary action as well as soft solder, but that depends a bit on temperature..... It's good stuff eh? Nearly as good as a weld... The "stronger than the parent metal" would only apply to very soft (pure) aliminium, but it brazes up alloys too..... Yes the Chinese ones work fine...... The rod alloy has zinc in it.... Use it like solder stress-wise....
The hole plug operation would probably yield better results if we were to countersink the hole prior to applying the brazing. The combination of angle and increased surface area should make a very significant difference.
Very nice video. This technique definitely has its uses and the author clearly explains the limitations. A few observations: this technique is indeed a form of brazing. Brazing is a handy technique for attaching non structural elements. For example, a type of metallic fairing used for aerodynamics could be attached by brazing. One thing I would caution about heating aluminum with a torch is that you are annealing the base metal. Most aluminum alloys get their strength from some form of heat treatment, which you are undoing by the application of heat even if well below the melting point. To regain the initial mechanical strength, the structure would have to be precipitation hardened by heating in an autoclave and cooling at a controled rate. The metal can then be "aged" by heating it at a low temperature in a conventional oven for a few hours. I mention this because aluminum typically has a yield strength at about 50% of steel, so further compromising the mechanical strength (and stiffness) through annealing may render the bonded area unsuitable for its intended application.
I just bought some of these rods at HF and needed to fix some cracks in an Alum scoop and I didn't have much luck and after watching your test I see why I had trouble because I didn't heat the large scoop enough and had the heat on the rod more. After you're test I am sure I can fix it now. Thanks Much for your professional abilities. I'm a sub from here on out.
I have tried these many years ago and you had to get the aluminum so hot (slightly red) it was almost melting before the rod would flow. By then you weaken the surrounding aluminum part. I suppose they have gotten the formulation better since. I will have to try it again. That was very impressive. Thats a game changer for me. I have boxes of aluminum parts that of course are never exactly the right form for my project. I wouujld be interested in how it machines. Ill try that soon. My impression is it would weaken it considerably without surrounding support. Still very impressive! Thx much for sharing your test time and effort!
Thank you for a review. I was really curious how good these ally rods are. And your test proved they are worth to have for certain applications. Good work🤝
Try using a couple pieces of ceramic tile between the aluminum and the jaws of your vice or clamps to prevent heat transfer from the aluminum to the clamp or vice. It will also help with temp stability of the aluminum.
All of the ceramic tile I've ever seen will crack and break into pieces under very little pressure. I would think the pressure needed to hold something in place in a vise would be more the a piece of ceramic tile could with stand without breaking
Just a thought, as far filling holes to polish over maybe if you countersink the hole you should be able to polish down to surface level without the weld/braze falling through
I used to install "double flush plugs" to repair damage on airframes. I would not heat any part of an airframe like that, but for cosmetic things, countersinking from both sides. If you want the best possible weld on aluminum, you'll want to look into fiber laser welders. Easier and better than TIG. Way less heat affected zones.
I have used it for repairing a cracked cylinder head of my xbr 500... Still holds strong. The most important part was grinding the crack so it could be filled nicely. As well as creating a Reed valve on a piston controlled 2-stroke. All still working flawless after many years.
Thanks mate - Top video - Great demo ! - Will be buying some of these welding rods to repair an old 3 wheel bandsaw where some nutter had cut out a huge chunk of metal - I shall now braze in a new piece of aluminium and grind it flush with the rest of the casting so that it is undetectable !
Thank you for your honest evaluation. I’m a DYI hobbyist slash handyman, so like probably many of your audience, I wade through many challenges that a professional would most likely scrap rather than “jury rig” and bring new life to someone’s faithful old contraption. To be honest, I end up building or fixing up projects that no legitimate business could (or would) put their name on for a variety of good reasons including time spent, cost, style, and visual appeal; but mostly much of what I get into defies logic and common sense. All that preamble aside, I have been using this product and it’s Chinese produced knock offs for some time now. My initial reaction was disbelief which I must say was based more on my own disdain at the obvious fact that it is marketed as a welding solution when clearly it is not welding at all. So I set out to prove it was unworthy to use. Eventually, I got over myself and decided to solder and braze with it. So I found that as a soldering/ brazing medium it works quite well. I adjusted my expectations accordingly and have not been disappointed. Flush ground holes can be liquid tight but like other soldering methods I have found it best to walk gently around those repairs. When I need a hole in the same spot, I try to braze in an overlay or underlying piece that can be drilled. You nailed the cleaning requirement and the stainless steel brush. Others leave microscopic debris that will contaminate the joint. The biggest part of my learning curve was torch use. It can’t be overstated: heat both pieces to at least 750 degrees Fahrenheit, then continue to torch heat but do not allow the flame to come into contact anywhere along your joint. Tell tale sign is small chunks of solder floating in the puddle. Once you achieve just a bright shining liquid flow, you will find full penetration and a strong lasting repair, plus no peel off or cold solder defects. Lastly, the name brand product flows more readily than the generic offerings, but I have found the cheap stuff will work satisfactorily but only if I get the work pieces hot enough and keep the torch flame away from your puddle. Great video!
Now that's exactly what I wanted to see, a thorough test on something that I initially thought could be very handy, although automatically assumed that as it was advertised on Facebook it must be a scam. Thank you for taking the time to post this comprehensive video. I will definitely be buying some of these rods, especially as I now know the do's and don'ts of their capabilities.
I sure agree with you about ALL the different tanks of gases we need now days. I have welders, but I can't afford the tanks/gases. I even switched from acetylene to propane. (works for cutting but not as good as acetylene and you can't weld with it.) I have seen this aluminum uniting material advertise and wondered how well it worked. Good presentation and real honest conclusions.
I used this same product to modify my aluminum trailer bracing in the rear corners. I “Braise” all the triangle corners of 2” angle aluminum and will use this product again. I was completely surprised of the strength of ALL the joints. Great product IF you follow the cleaning instructions.
You should have read the instruction . Your aluminum was not hot enough. You made the number 1 mistake BY INTRODUCING THE ROD INTO THE FLAME try it again. 1st you the brush to remove the oxidation 2nd heat booth pieces up to 730 degrees then and only then run the rod through the area to be brazed. you will find a much different result. cheers
@Freemason Archive I would say just melting the rod causes it to pool on top of the colder metal without penetrating the base metal. You want to fuse the metal while brazing or welding, not just heat up the filler metal and having it cool and stick to the base metal like soldering.
Hi Del. As a retired plumber, I was taught: ark, mig, tig and oxy- aceteline welding was "fusion welding" and soldering and brazing were non "fusion welding". So according to that it's all welding
Technical difference between welding and soldering/brazing is on welding, you melt the base metal. On soldering and brazing the base metal is not melting.
@@koitk Brazing and silver soldering creates a molecular bond and the metals dissolve into each other, one metal can have a much higher melting point and still dissolve.....melt? into each other creating some of the strongest joints possible including tig welding.
This reminds me of when I was 10 years old and experimenting with a soldering iron, solder and copper wire. I'm surprised how well this seems to hold, it didn't look like it flowed particularly brilliantly into the joint during heating. Kudos to it tho
Love this segment, I got this aluminium rod to repair a pontoon tank, works great, also know what you mean by it takes time, i once had a miller 250 with spoolgun, 12 gas bottles so i could do almost anything, a plasma cutter, and gas welding , brazing. all in all i had 17 gas bottles, i could weld anything and everything i wasnted to or ever needed to. lost it all in a divorce....starting over now and still have a very long way to go yet.... i;m now 64 yrs old, and trust me, it will all come, i will never give up working with my hands. I love making things with metal.... better than wood lol.... keep the faith my friend and love the channel.
Thanks Arne, good to hear from you, and 17 gas bottles, my word, that's a lot of options! Appreciate your kind words, really appreciate you taking the time to get in touch, all the very best, Del
When gas welding it's not enough to warm the surface of the metal to be welded and then melt the braze on top. To make a solid join, heat the pieces to the point where they are hot enough to melt the rod when it is touched to them as it will have a lower melting point than that of the pieces to be joined. A weld bead that is round on top is a sign that its not hot enough. You want the bead edge to be flush with the base metal.
I'm no tech but I felt the same way. It seemed to me that it should melt similarly as when actually welding, where it flows into the area then you know it is hot enough... I bet that if you used a finer tight flame and led the rod much like welding that it would also work better since the heat will dissipate so quickly. In other words I think the heat should be on it continuously and lead the rod. After all it does say that it has "flux core" so it seems that by "painting" it on you loose the whole point.. does this make sense? The question I would experiment with is what is the best angle of the flame? On one hand I'd think that facing away will help to pre-heat the upcoming area. On the other hand putting the rod where it is hottest makes sense so perhaps drawing the flame...?? Or just face on and move slowly with the rod as close to the flame without touching it, since the metal is what needs to melt the rod. Personally I would not use a vice directly. I would stick a rod to the pieces and put the rods in the vice with fiberglass strips for actual contact. Isolate the heat. Also I would work both sides and or leave a tiny gap so that it actually fills that tiny space and cups around the two pieces being connected.. make sense? I do have a question: does "how quickly it cools" make a difference? Blessings... great video!!
Mate, I’ve watched and LEARNT a lot from you and for that, I thank you. Having said that, the last time I watched was when you were in that pokey little garage and gee you’ve improved in your accomodation. Well done.
Thanks for this informative video on various methods, structural test, after brazing with that material on aluminum and the difference with why TIG welding is the go to choice for applications involving greater structural strength and cautions on their tensile capacity.
This is interesting and I'd like to experiment with it myself. I've always either used a TIG or Acetylene/Air to weld aluminum. The Acetylene/Air method is a lost art. I haven't met many who can weld aluminum with that method.
Been using these for years. The good ones are semi-flat, not perfectly round. Works good for repairing small 2stroke engine cracks, broken exhaust and intake flanges, and most things made from pot metal.
I bought some of these a couple of years ago from AliExpress ,very cheap and I,m sure they're the origin for a lot of these kits ..I bought them to make some aluminium auxiliary light brackets for my v Strom...and tho I still haven't got around to making them yet ,having seen your video ,I,m convinced the joints would be more than strong enough for the purpose I want.As a jeweller ,I have soldered platinum , gold ,silver ,brass nickel ,copper ,and always ,if you put the joints under that kind of pressure and tests ,the joints will fail depending on the thickness of the metal ...using a ring stretcher will always burst the joint ,unless you keep annealing the ring .So I think ,as you have rightly said ,it's a good addition to any workshop ,if used for the right job ...love your videos ,watched em for years ,and you,be got better and better at presentation ..much appreciated ..regards Chris
Thank you I wanted to see if they work .. light Duty work and depending on heat ,duration, and cleaning the pice proper....maybe the weld floats on top of the flux giving you a cold joint ,,,? But over all it could be useful for different jobs and tempered hardness,!.
DO NOT GET RIPPED OFF! - #1. The metal has to be VERY clean. #2. This is just plain old zinc rod worth about $1.85 per pound. Flux = zinc chloride 10% + lithium chloride 90% - use this flex very sparingly, 1 ounce of this flux will probably yield 100 feet of linear weld area. Dip zinc rod into flux when rod is pre-heated hot enough so that the flex sticks. EASY and CHEAP, works get. Just remember the most important step, use a wire brush and make sure the metal is clean clean clean, very CLEAN! Must be a stainless steel wire wheel or brush. Don't get ripped off, zinc is dirt cheap. Hint: A US zinc penny works fine for small jobs if fluxed and cleaned.
Lots of great simple to understand information, your videos should be considered the gold standard of how to effectively share knowledge with others on youtube, thanks mate
As many who came here to watch, like me, is also an Engineer and a welder of all types. I can say you have done a great test and have enlightened me to this product, as at home I don't have the equipment and room for such welders and gasses to do small hobby stuff at home so I have to do at work, So after seeing this honest vid I will buy some. I wonder what other metals that it would be good for. IE Chrome, kismet & silver
Thank you for your feedback, I understand from the instructions that it will join most non-ferrous metals together, but I haven't personally tried this!
find a plumber's or jeweller's supplies and get a white asbestos soldering sheet, absolutely no heat lost. fast heating for ally. don't forget to clean your pieces with acetone!edit : put a mark of soap on your piece too, it'll go black when it's at welding temperature.
Why the hell is everyone argueing about what the process is called? The video shows what can be acheived and was very well presented and explained, well done.
I appreciate that most people out there are not professional welders and like you they're wondering if the rods really work like the commercial . However before you make a video to demonstrate to others how well these rods actually work you may want to spend a little time online learning how to weld or have a professional do the welding for you for the demo. Most of the failures of the joints you made were not due to the weakness of the product but incorrect welding technique or torch choice. So demo what you know how to do well and get a mate who knows how to do the things your not quite as sure of. Great channel keep up tbe good work
I wouldn´t use either. If it doesn´t work the boat would start taking in water and eventually sink. I wouldn´t take that risk. Take the boat to a welder instead.
I would NOT use it to plug fill a hole in an Aluminium boat but might consider it to solder on an Aluminium patch plate to an Aluminium boat pre-"tinning" the mating surfaces prior to soldering. Boats Aluminium hull would probably flex too much for a solder plug to maintain integrity. Other options are Aluminium patch using aerospace panel glue too.
When ever you join aluminum you need to remove the oxidation completely. so you really need to wire brush it extremely well, even beyond the weld area. Then you need to join it right away because the oxidation comes back with in minutes. Of course tig welding aluminum is the best way but mig welding works as well but the welds aren't nearly as nice. There are also standard stick welding rods for aluminum. I've never used them personally. The strongest way of joining aluminum is with epoxy though. Entire automotive sub chassis are assembled with epoxy.
Absolutely correct. Such brushes should be wrapped in a rag and put away in a cabinet. You do not want to leave an SS wire brush exposed where even minute airborn particles can settle on SS brushes.
Yes, 1st thing I noticed. They told us back in the early `80s with Lumiweld alloy rods, only to use a new stainless brush to clean alloy components before welding.
"Fancy Boy5 minutes ago Ever hear of a period? Why bother even putting spaces between the words for Christ sake." What`s menstruation got to do with the price of bread?
I'm pretty sure it's surface rust and any oil on the steel bristles of an ordinary wire brush which will contaminate aluminium if you tried using it to surface clean before welding or brazing. Carbon in steel is literally held in solution with iron to form part of the crystal structure and couldn't possibly "rub off" to contaminate the surface just by using an ordinary wire brush on aluminium. Then there's the habit of newcomers calling aluminium "alloy" when the material they are attempting to weld is 1000 series pure aluminium...
I had been wondering about this product, I have a project in mind that requires Al rather than ferrous metal. Stronger than I had initially thought. Thank you.
Hey! Seriously impressed by your test-welding today. I agree with you that it wouldn’t be feasible for stress-related welds but ideal for panel work/bodywork jobs. I’m going to try it myself. Cheers for the video
What I am impressed with is the cleanliness and organization of your shop! I have used these brazing rods before and they have performed well. However, my applications never have needed the stress limitations that you subjected these examples to.
Thanks for the belly laugh with the stubborn jacket. A few years ago a friend of mine bought some of this rod and gave me a few pieces, just in case. I dropped them into my Acc. torch rod pouch. I think I will have to dig them out. Nice job of researching the rods. They definitely have their place in Aluminum Fusion. Years ago at a tool show there was a demmo with the Beer cans. It takes a good control of the heat source. Aluminum melts fast when up to temperature. :O) I have done TIG welding I will have to try it. Another challenge I can't resist. Great video.
4:48 Haha “Gurt Big” love that expression haven’t heard it for years 😆.... The Wurzels used to sing that ...”where be that blackbird be I know where ‘e be.... with a gurt big stick I’ll knock ‘e flat ... blackbird I’ll ‘ave ‘e”
Thanks for testing this out, great clip!! I've been looking at this method for a while but not sure about it as you were yourself but certainly looks viable. I agree with you that it is limited in respect of safety, but perhaps if a double butt weld is used on sheet etc. that is chamfered both sides and then brazed each side as well it would add to the overall strength? Only area I am not certain about is when the workpiece is really hot enough to receive the braze. I originally learned to weld in the 60s before MIG welding came about and Ali brazing was used at that time (not self-fluxing), a rough guide was to coat the outer edges with soap, when it turned black it was said to be hot enough! Thanks for a great Vid and all the best with the bike project.
Hello Delboy's Garage, I found your vid enlightening. I have been tasked to put together some H Vac systems and know that the tubes and radiators tend to be aluminum soldered so your vid is a start at understanding whats before me. I have extensive brazing experience being a bicycle frame builder for over 45 years so we will see if I can seal up a system that holds 50psi..Thanks again at such a good professional set up for testing different joints for strength..
Hi Louis, sounds like a fun project, if it helps in any way, specially regarding your experience in brazing, the aluminium soldering is a little more tricky, as you'll know, brazing steel you can keep the required heat localised, so when you braze one joint and more on to the next, it stays put, but the way heat wicks through aluminium, and coupled with the super low melting point of these rods, you can be happily soldering away at one point and a part 8" away you've just soldered, will also reach critical temp.... the solder then melts and it falls apart! So the real trick is to jig the assembly tight so it stays put. A little practice will really help as there is a knack to it! And make sure you source the 'real' rods from Durafix, so many people seem to be receiving plain aluminium wire for TIG welders when buying online and it doesn't melt low enough, so you end up melting the job and it still doesn't flow... good luck with it, hope it goes well!
I am fairly sure that I remember the Swedish guy who demonstrated this year on year at the Great Dorset Steam fair used a sharp high quality stainless steel probe (ex dental) to scratch the metal once the solder was flowing to get a better adhesion. For example the sides of the holes in the plate in your demonstration, otherwise it did not stick so well as the brush had missed it. I am not even sure that he did not only use a probe and no brush, scratching the areas where the solder needed to stick under the molten solder. 316 stainless (austenitic) would probably be the one to go for not ferritic stainless ie 303. The probe (spike) was very thin and did not cool the solder. A thinned down A4 stainless bolt would probably do the trick with a pointed end. Titanium might be better. Possibly - heat the metal add the solder (molten blob or line), remove the solder rod, keep heating, scratch under the molten solder, remove heat.
FYI most of these brazing rods have a flux core, but using a flux paste is good idea too.... BTW they even sell a way to add flux to the gas... bottom line is the clean the better, since it no as hot as welding, where minor surface impurities tend to be burnt off...
the greater surface area makes this type of brazing usually stronger than welding.... .... not mention its far easier and cheaper for someone with no equipment to get started and end up with better results.... BTW its moronic to think of it just for interior products...
Great video. Interesting product. Fell off my Ducati Hypermotard and broke the cast aluminium foot peg bracket. Ducati wanted nearly £300 +postage for a new one. (couldn't find a second hand one at all) Tried electric stick welding aluminium rods at £30 a box. I had a DC invertor welder and it worked a treat, much to my surprise. The welds were not neat but a dressing with a die grinder sorted them out. I tried them out first on some scrap aluminium and was amazed how strong the joints were.
As a "professional" International Welder, you cant really use this method on any parts that are under "mechanical stress" (as you said). I see how weak it is by just looking at it.. it hurt my eyes but yeah it did hold a little. I just hope everyone watched the video untill the end.
All the joint he prepared were meant for welding practice, and obviously the test would fail prematurely. After all, he did every "things not to do for brazing". Brazing and soldering use different setup, sleeve, or maximizing surface contact.
I made a complete subframe with this same system. On my test piece it tore up the parent metal rather than the joint failing. Having said that I got it welded as it's going to support an under seat fuel tank too and the thought of my butt smashing down onto a fuel tank then onto a wheel spinning at 160 mph bought out the health & safety in me!
I was very skeptical, but after your demonstration I feel a lot better about this. Thanks for the demonstration. I'm going to use it for a prototype that requires a lot of connections for strength, similar to the connections used in a truss. This is a solution and a bit of a miracle, and I'm very excited about this. I see that surface preparation is the most important factor, and certainly worth taking the extra time to get it all scratched up and clean, because the areas where it peeled away were not fully prepared. I really like the additional helpful tips at the end of the video, where you mention overlapping, drilling holes, and flowing in between. For the in-between, I can make some deep scores and fill them in. This gives me ideas for all kinds of things to try and I think my connections will be very strong. Thank you!
Sorry for being an ass, but when you made the first joint I couldn't see any penetration on the underside of the piece. The same with the last one. IF the "welding rod" works anything like solder, you should have been able to redirect the heat to get the solder/weld to penetrate from the first side, underneath the upper piece, and out on the other side due to the surface tension of the molten material. That would have made a much stronger joint. I'm still impressed by the results though, even if it leaves a bit of a questionmark on the behaviour of the material in my book. Best wishes from a swedish viking goldsmith pleb. :D
First: amazing video, everything here was done very well and lets you know what you need to know for where and how to use these. Second(not as much for you, but consideration for anyone using this later) : One possible improvement for that last frame weld you did would be to tin the mating surfaces prior to sticking them together. Not always practical, but a great practice for solders and brazes.
Thanks for a clear demonstration of using an easy to use "hot melt glue" for aluminum. I read through some of the comments and had a laugh at the passion expressed by some. You mention a few times that this is not a replacement for fusion welding. I'd like to see how the Rickman fairing stands up to vibration over time. I'm going to try it on an aircraft cowl. Cheers !









As an Engineer, I have to say that this is a good upload, and will be useful to many especially bikers.
The word " braze" refers to the metal "brass" and all of it's various alloys, based around copper as the single main constituent part, and brazing refers to the process of fusing a filler rod which has a lower melting point than the parts being joined together. Therefore, the word brazing, or to braze, must refer to the fusing of metal containing an alloy which includes copper, called a brazing rod. All other fusion materials are referred to by the name of their constituent parts, such as ally welding for aluminium, which is the subject of this great upload. Thanks guys.
Thank you so much Anthony, its an honour to have such kind, and generous insight from an obvious professional.. if you don't mind, im going to 'pin' your message to the top so that everyone tuning in can benefit from that understanding of the subject too... take care and keep in touch.. Del.
Anthony is the "know it all" engineer who's full of bullshit. "BRAZING" is a metal-joining process in which two or more metal items are joined together by melting and flowing a filler metal into the joint, the filler metal having a lower melting point than the adjoining metal. It does NOT apply only to Brass or Copper!
Here's a list of hundreds of different brazing alloys, each formulated for a specific task. Note the large number of brazing alloys at the start of the list, all for aluminium brazing.
en.wikipedia.org/wiki/List_of_brazing_alloys
@@johncoops6897 You're correct, brazing specifically refers to the joining of 2 dissimiliar materials, via use of a melted filler material. Brass, and it's alloys have generally been used due to their ductility, and good melting and flow characteristics, not to mention their chemical stability, however that doesn't necessarily prevent other materials from being used. remember, Welding is the joining of similiar materials using a filler which has similiar characteristics to the parent metal; Brazing is the joining of dissimiliar materials to take advantage of the chemical characteristics of the filling material, without drastically changing the characteristics of the parent material.
Great discussion. No expert but here's my understanding. Welding involve the melting and combining of similar base metals. I filler metal isn't always needed as the metals have flowed together to conjoint the parts but is used to fill any voids between the parts. Brazing is using a filler metal to joint dissimilar metals. Soldiering is much like brazing but at temperatures below 840 F.
"Brazing" the root word is of Brass, but it has entered the general lexicon as a joining process, as in sometimes to "Xerox" is used to mean copy a printed page even using another manufacturers machine
I have used similar products over the last 40 years and it does work well. For maximum strength it is important to get the filler metal to flow right through the joint. I have made two stroke pipes with it and repaired small engine crankcases with great success...
Hey I'm sorry to bother you but do u think it would work to repair the engine case on my 4wheeler? Please let me know any thoughts on this. I need to figure out something......thankyou so much
I also want to know. Did you do it with the case in-tact? Or did you remove a piece to braze?
@@aidantuckwell9191 That's the tricky bit, holding all the pieces to braze them. In my case the parts where fairly small so that helped. Getting the parts nice and hot is important too. With the crankcase, I put it on an electric stove hotplate for 'background' heat and then used the torchon the actual joint. The trick is to brig the base metal up to the melt point of the rod before applying the rod to the work, and then scratching the joint area to get the rod to flow. The repair seems to be as strong or stronger than the parent metal, and it is readily machinable.
Great video, well done. I used rods like these over 20 years ago to repair a 3" crack in an aluminum fishing boat. I had to use MAP gas to get the temp up because of the large heat sink area, and then laid on a big pool, and ground it down smooth. I left about 1.5 - 2 mm of thickness over the cracked area and feathered the edges flush. The crack was right on the bottom below the water line. I still have that boat and that repair has never leaked, cracked again, or flaked off. The repaired boat has seen some hard use and pretty rough water, always powered by a 10 hp outboard. Amazing when you think about it.
Great vid. Loved how you didn't start with an agenda, and when it impressed you, you said so. Nice to see honest reviews.
Was just keen to find out who it performed for myself, all i could find was negative swaggering from other posts i saw on it.. seems it performed a lot better then most people say.. evidently there's a lot of snobbery out there about 'welding', this works just fine and have its uses..
@@Moonfleet41 It just depends what product you use. There are plenty you could try and you would be negative about as well.
Thank you for the caveat regarding chassis members or fuel tanks with this product. Please consult a qualified welder for any work on those items (or any other critical pieces). That said, this is was a very impressive demonstration, especially if you don't have access to a welding machine. FYI, I was a welder in another life, but mostly on ferrous and nickel based materials. I now have a little GTAW / SMAW (TIG and Stick) machine for hobby stuff and been experimenting with aluminum on projects for my boat etc. There is a world of difference welding aluminum vs mild or stainless steel. I feel like a newbie again work with it. Thanks for the video, it was entertaining. Cheers
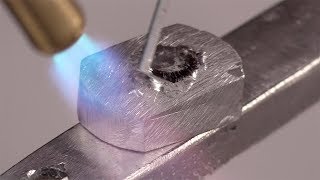
Well done video Sir! Clean aluminum with the oxide removed with stainless steel brush is really critical, as you were careful to point out!
I personally like to pre heat the pieces with an electric heat gun, immediately following with a propane torch to make sure the metal is hot enough.
The rod should melt just by touching the aluminum, the metal should be melting the rod, or it's not hot enough yet. It can be tricky with bigger pieces, because aluminum cools so quickly and immediately forms an oxidized "scale" surface layer again. That's why I like the heat gun to get it close to temp...the heat it puts out doesn't seem to oxidize the aluminum as quickly as the combustion gas flame of the torch does.
Just like soldering copper, if you aren't heating the base metal hot enough to melt the solder by itself, you will get a "cold joint".
Really appreciate the great video, thank you!
Working in a Caravan Manufacturing plant in Australia, we discovered a great technique for soldering directly to Aluminium sheeting. It involved putting some machine oil on the surface and then fine sandpaper soaked in oil to remove oxide coating. Rinse debris away with clean oil and leave covered in oil. If the cleaned area remains under oil, it never has the chance to re-oxidise (which is almost instant). We then used a large hot soldering iron and soldered directly through the oil and the solder wicked and bonded just like fresh copper. Once coated in solder, it was easy to tin and solder an earth wire onto the solder patch on the Aluminium sheet.
If you could obtain a high temp oil and employ the same technique to pre-tin your surfaces with the brazing rod, you would get a proper bond.
As HawkerCNC pointed out, hitting that hot joint with the wire brush while covered in melted brazing rod might also work but doesn't get rid of the oxide debris, which will contaminate your joint. The trick is a) remove oxide under oil. b) heat as fast as possible to get brazing to stick before oil boils/burns c) join tinned parts together rather than trying to do it all at once.
Look forward to a follow-up.
P.S. "Anthony Williams"...Should we be calling it Aluzing?
Cool.
This technique used since ages for soldering aluminium with tin is known since ages. Vaseline can be used also. There are also old recipes of flux using zinc chloride and rosin. The oil protection works only when you are working at a temperature lower than the temp where the oil starts to burn. Tin melts at 250 C thus the machine oil won't burn.
So unless to have a very special oil that burns only above around 600 Celsius, that won't work while brazing with a zinc alloy that melts around 400 C, as the oil will begin to fume and release tons of carbon.
The zinc brazing does not need flux, just to have the alu cleaned with a stainless steel brush.
not a comment on the content, as interesting as it is, but rather on the overall watchability of the video. I stayed to the end largely cause of your presentation. well done.
As a general tinker and messer, I can only say THANK YOU. You have opened new options for me.
Agree.....
I've been welding for 50 years and had some success with aluminium brazing using high silicon rods (not sure if that's what these are), especially on some cast alloys that are not readily weldable. I also studied metallurgy as an engineering student.
Your test looks impressive, but I can say for sure that the success of this will depend very strongly on the grade of aluminium alloy you are going on to. There are so many different types of aluminium alloys, cast and wrought, heat-treatable and non-heat--treatable, all of which have different constituents and different behaviour in response to heat, and the strength of the joint will depend on the metallic solution that occurs at the interface of the braze and the component - this is much more complicated with aluminium alloys than with steels! Many also change with time, due to solution hardening over some days or weeks, so even if you get a strong job on day 1 it might not be so good on day 30. It would be helpful to know what alloys you used in these tests, if you had that information.
So in general, I'd say use it with caution and not on anything that will cause you an injury if it breaks! Or if you are going to do a test piece to check its strength, check it again after a few weeks. If you have quite a bit of work to do, you could invest in a cheap TIG welder, even as a newbie you'll have more confidence in your work. Mind you even then, the brazing will solve some aluminium joining problems that you can't TIG weld! Especially broken castings.
In the end it all really comes down to the alloys you are trying to join.
Happy brazing!
The silicon rods are the 10% Si eutectic, I think these are the aluminium magnesium eutectic at about 40% Mg. The temperature is quite a lot lower, about 440C instead of 580C - so easier to reach and avoid accidentally melting the parent metal! Probably useful on 5000 series alloys, like 5083 and 5052, used in boatbuilding amongst other uses. Also 6000 (6061, 6063 etc) series but they lose strength if the are heated and then not heat-treated afterwards.
Thanks for that detailed reply and I discovered today that trying to use that product he was using didn't bond well since it popped off after one hit with a hammer. I think I didn't get the cast aluminum hot enough even though I heated it between wood to avoid heat bleed out. In my case, the cast alloy was for use on an electrical box for outside use and may have contained lead or something else but I'm no expert yet on this. I heated it for around five minutes, product melted well, pooled ok but didn't stick well even after I roughed up the surface with sandpaper, metal power brush then wiped and vacuumed excess. Thanks for your input on this.
Hi ive a bike frame with the front fairing bracket that holds fairing and clocks , it brocken in the middle of the headstock do you think i could repair it with these rods without damaging top and bottom race bearings ? i was thinking of putting a wet rag top n bottom to stop heat when warming the cast alooy headstock up to much and warping stuff ,i only want to make this little brkt stick so wont be going mad with welding it ,thanks in advance . Ant from wales ,altho i am a welder never used this stuff or tig .
I've tried a product that seems to be similar to what you are using. I saw it at an engineering exhibition and got one stick. The guy was saying you can use a propane torch but to my surprise it didn't work. Watching your video I noticed that the filler wasn't flowing out like solder does when soldering which makes me think did it actually bond as well as it should. Speaking to a chemical engineer he suggested that I use oxy and acetylene mainly because it doesn't produce moisture when it burns. Propane and othet gasses priduce moisture which gets between the parent material and the 'solder?' which stops it from sticking. I tried it on my aluminium pool fence using a but joint it bonded and flowed well however however it didn't have any strength, the joint snapped easily. I tapped the surface down and used the product as a filler, it flowed out and stuck real well. Unfortunately over time a crack developed and finally it snapped again. The product is good for temporary joints but it seems it doesn't last the distance.
Great video. !
Back in world war 2 they aircraft manufacturers used oxye- acetylene torches with a slightly carborizing flame to join aluminium together. This included tubing frames or space frames also used in early race cars. This 2nd all before tig or heliarc welding was invented.
The process you are using is actually a bonding process as no fusion takes place. If the joints are done with a small torch tip to control the heat more precisely, Excellant results can be done. I'm a metalergist and certified welding instructor and built race cars and bikes with about all welding processes. A fuel tank properly designed to eliminate fatigue and stress would be fine with these rods.
Keep the videos coming. It was good watching the destructive testing.
Really great info. If you see this, what's your opinion of the inexpensive Chinese rods? I assume they are all of a piece
I too agree with the above as a younger man are used to oxyacetylene to weld racing motorcycle tanks and have been involved in the aircraft industry on similar projects we used to use oxyacetylene welding process of aluminium and bracing if i member rightly when browsing the aluminium we used to use a 12 to 15% silicon-based rod and a flux powder that was water soluble that we used to mix into a paste and paint on the area to be welded. pretty good video though as I understand using the stainless steel rod which the filler material will not adhere to can agitate the filler material and help the bonding process 👍
sorry about the spelling bloody spellchecker
Thanks for the thorough test. I have similar rods I bought years ago and also did a similar test and was impressed also. They are good for non-cosmetic, non-structural repairs.
On filling holes, try countersinking the holes to create a wider cone shaped contact area. It may be possible to countersink from both sides to create a bi-directional repair.
Cool vid. handy stuff . thanks for posting. (you could attach vortex generator micro-fins onto an Aluminum-Cafe fairing, etc..)
Looks amazing for most decorative and many light/medium duty mechanical and static structural applications. I wouldn't try making a bicycle frame right away but sure would consider it. I'm going to get into this at a hobbiest lever anyhow. Another metal joining material that takes traditional brazing to a new level of ease and applicability is silicon bronze. One can simply use a tig welder as the heat source and melt the bronze directly to steel in a fairly rapid pace. No pre-heating or flux is needed. Just clean and hit the switch. Thanks for the post!
Very well done! As a do-it-yourselfer, I am new to brazing aluminum. I recently got all the materials I need to give it a try, so your excellent video is a must-see to understand the limits of this type of work. I'll be back for more education!
I’ve used this many times on stripped out threads on lawnmowers and chainsaws. Clean out hole with CRC Brakleen heat it up, fill it in drill and retap.
that's my number 1 use for this, I bought some of it from one of the old info commercials way back about 20 years ago, have also used it to make/repair obsolete carb intake tube flanges for small engines..
Just a friendly word; be careful with brake cleaner and high temperatures, it can release very toxic gases. Search "brake cleaner welding".
I can see how that could save a person a fortune being able to resurrect or rescue damaged aluminum parts.
Stop overtightening the bolts...?
@@camgnilpe9300 agreed!
I'm actually quite impressed! As a retired quality engineer I had my doubts about this. Perhaps if Billy Mays had been selling them, then maybe! Seriously though, I am building a flat tracker XS650 Yamaha and am considering fabricating the electrical box out of aluminum. This would be an amazing assist in that part of the project. My early years before QE work I was a certified welder. I think I'm up for this. Thanks for the excellent video!!!
What you did with the alloy welding test was spot on. I have looked at getting some of those rods but to see someone actually use and test the rods out. I'm well impressed with the outcome. Thanks for the test. Keep up the good work 👍😁
Hi, Bought a 2m length of this stuff a few years back and keep a T piece I joined as a first trial. Every now and then I knock hell out of it but it still holds. Good for forming some light pieces or even a modest alloy bespoke rack, etc. Experimented with some overlap joints and it holds well but needs a bit more heat to penetrate, but useful to join custom bodywork. Thanks for this video. Will save some people a lot of time and money but preparation, as you said, is key.
This is quite possibly the best review and testing of these aluminum rods that I've seen to date - hands-on, and addressing all of the questions and potential scenarios that one would expect with these - good job!
Thank you for your kind feedback. Glad it was helpful!
@Moonfleet41 agreed with above comment.
Thanks for the evaluation. I too bought some a few months back and haven't tried them out yet. As per your video it is a WHOLE LOT EASIER than traditional brazing and I agree that it will NEVER SURPASS real welding.😎
I keep seeing this stuff advertised and thinking it’s a load of tosh. This surprised me!
Top job on the video
You did exactly the same thing that I did when I tried the rods. You brought the parent metal almost up to temp and then put on the rod BUT you kept applying heat to the area. I found (Though I'm no expert) that if you bring the metal up to temp and remove the heat the rod will melt nicely. Every time you add heat during soldering you make any penetration a little less then it should be and when you add the heat the parent metal is not quite ready to melt the rod on it's own. I hope this makes sense to anyone
Harold from Canada
Very informative and entertaining...I used to have to seal punctures in refrigerator evaporators from people defrosting them with ice picks...The older stuff, mostly, but some freezers still get the ice pick treatment...These are good for those type repairs, but you can easily blow a bigger hole if not careful....The strength of other joints, like demonstrated here, I wondered about, but now I know....My thanks to the gent that made this video....I enjoyed it and learned while watching it too.
Love your understanding of the difference between 'what goes on up here and what comes out of your hands' (or words to that effect). Priceless, and something that comes with age and experience!!!
First used rods of this sort about 40-odd years ago. The latest incarnations are better. I have repaired broken crankcases with this stuff and it does work... I have also made aluminium tuned expansion chamber exhausts for small racing two stroke engines with it too. Works a treat. Like all soldering, cleanliness is the story. It doesn't seem to flow by capillary action as well as soft solder, but that depends a bit on temperature.....
It's good stuff eh? Nearly as good as a weld... The "stronger than the parent metal" would only apply to very soft (pure) aliminium, but it brazes up alloys too..... Yes the Chinese ones work fine...... The rod alloy has zinc in it.... Use it like solder stress-wise....
The hole plug operation would probably yield better results if we were to countersink the hole prior to applying the brazing. The combination of angle and increased surface area should make a very significant difference.
Very nice video. This technique definitely has its uses and the author clearly explains the limitations. A few observations: this technique is indeed a form of brazing. Brazing is a handy technique for attaching non structural elements. For example, a type of metallic fairing used for aerodynamics could be attached by brazing. One thing I would caution about heating aluminum with a torch is that you are annealing the base metal. Most aluminum alloys get their strength from some form of heat treatment, which you are undoing by the application of heat even if well below the melting point. To regain the initial mechanical strength, the structure would have to be precipitation hardened by heating in an autoclave and cooling at a controled rate. The metal can then be "aged" by heating it at a low temperature in a conventional oven for a few hours. I mention this because aluminum typically has a yield strength at about 50% of steel, so further compromising the mechanical strength (and stiffness) through annealing may render the bonded area unsuitable for its intended application.
Thank you. I will put my aluminum boat in the oven. 😅
I just bought some of these rods at HF and needed to fix some cracks in an Alum scoop and I didn't have much luck and after watching your test I see why I had trouble because I didn't heat the large scoop enough and had the heat on the rod more. After you're test I am sure I can fix it now. Thanks Much for your professional abilities. I'm a sub from here on out.
Thank you so much Rick, am glad it's going to work for you now, and thanks for your sub and support!
I have tried these many years ago and you had to get the aluminum so hot (slightly red) it was almost melting before the rod would flow. By then you weaken the surrounding aluminum part. I suppose they have gotten the formulation better since. I will have to try it again. That was very impressive. Thats a game changer for me. I have boxes of aluminum parts that of course are never exactly the right form for my project. I wouujld be interested in how it machines. Ill try that soon. My impression is it would weaken it considerably without surrounding support. Still very impressive! Thx much for sharing your test time and effort!
Thank you for a review. I was really curious how good these ally rods are. And your test proved they are worth to have for certain applications.
Good work🤝
Try using a couple pieces of ceramic tile between the aluminum and the jaws of your vice or clamps to prevent heat transfer from the aluminum to the clamp or vice. It will also help with temp stability of the aluminum.
Waw cool cool 😎
All of the ceramic tile I've ever seen will crack and break into pieces under very little pressure. I would think the pressure needed to hold something in place in a vise would be more the a piece of ceramic tile could with stand without breaking
Just a thought, as far filling holes to polish over maybe if you countersink the hole you should be able to polish down to surface level without the weld/braze falling through
I was wondering the exact same as I watched him punch that through. Excellent point.
I used to install "double flush plugs" to repair damage on airframes.
I would not heat any part of an airframe like that, but for cosmetic things, countersinking from both sides.
If you want the best possible weld on aluminum, you'll want to look into fiber laser welders. Easier and better than TIG.
Way less heat affected zones.
I have used it for repairing a cracked cylinder head of my xbr 500...
Still holds strong.
The most important part was grinding the crack so it could be filled nicely.
As well as creating a Reed valve on a piston controlled 2-stroke.
All still working flawless after many years.
Thanks mate - Top video - Great demo ! - Will be buying some of these welding rods to repair an old 3 wheel bandsaw where some nutter had cut out a huge chunk of metal - I shall now braze in a new piece of aluminium and grind it flush with the rest of the casting so that it is undetectable !
Thank you for your honest evaluation. I’m a DYI hobbyist slash handyman, so like probably many of your audience, I wade through many challenges that a professional would most likely scrap rather than “jury rig” and bring new life to someone’s faithful old contraption. To be honest, I end up building or fixing up projects that no legitimate business could (or would) put their name on for a variety of good reasons including time spent, cost, style, and visual appeal; but mostly much of what I get into defies logic and common sense. All that preamble aside, I have been using this product and it’s Chinese produced knock offs for some time now. My initial reaction was disbelief which I must say was based more on my own disdain at the obvious fact that it is marketed as a welding solution when clearly it is not welding at all. So I set out to prove it was unworthy to use. Eventually, I got over myself and decided to solder and braze with it. So I found that as a soldering/ brazing medium it works quite well. I adjusted my expectations accordingly and have not been disappointed. Flush ground holes can be liquid tight but like other soldering methods I have found it best to walk gently around those repairs. When I need a hole in the same spot, I try to braze in an overlay or underlying piece that can be drilled. You nailed the cleaning requirement and the stainless steel brush. Others leave microscopic debris that will contaminate the joint. The biggest part of my learning curve was torch use. It can’t be overstated: heat both pieces to at least 750 degrees Fahrenheit, then continue to torch heat but do not allow the flame to come into contact anywhere along your joint. Tell tale sign is small chunks of solder floating in the puddle. Once you achieve just a bright shining liquid flow, you will find full penetration and a strong lasting repair, plus no peel off or cold solder defects. Lastly, the name brand product flows more readily than the generic offerings, but I have found the cheap stuff will work satisfactorily but only if I get the work pieces hot enough and keep the torch flame away from your puddle. Great video!
If THIS was their advertising, I would have been using this for years. The perfection they claim in their marketing has scared me off this while time.
Now that's exactly what I wanted to see, a thorough test on something that I initially thought could be very handy, although automatically assumed that as it was advertised on Facebook it must be a scam.
Thank you for taking the time to post this comprehensive video. I will definitely be buying some of these rods, especially as I now know the do's and don'ts of their capabilities.
I sure agree with you about ALL the different tanks of gases we need now days. I have welders, but I can't afford the tanks/gases. I even switched from acetylene to propane. (works for cutting but not as good as acetylene and you can't weld with it.) I have seen this aluminum uniting material advertise and wondered how well it worked. Good presentation and real honest conclusions.
I used this same product to modify my aluminum trailer bracing in the rear corners. I “Braise” all the triangle corners of 2” angle aluminum and will use this product again. I was completely surprised of the strength of ALL the joints. Great product IF you follow the cleaning instructions.
You should have read the instruction . Your aluminum was not hot enough. You made the number 1 mistake BY INTRODUCING THE ROD INTO THE FLAME try it again. 1st you the brush to remove the oxidation 2nd heat booth pieces up to 730 degrees then and only then run the rod through the area to be brazed. you will find a much different result. cheers
Yep. Good tip. Thank you.
@Freemason Archive I would say just melting the rod causes it to pool on top of the colder metal without penetrating the base metal. You want to fuse the metal while brazing or welding, not just heat up the filler metal and having it cool and stick to the base metal like soldering.
Polski
P olski
@@AmishHitman73.Archive like.soldering but just melting the solder without the other material warm enough to bond.
Hi Del. As a retired plumber, I was taught: ark, mig, tig and oxy- aceteline welding was "fusion welding" and soldering and brazing were non "fusion welding". So according to that it's all welding
Technical difference between welding and soldering/brazing is on welding, you melt the base metal. On soldering and brazing the base metal is not melting.
Yep that makes pefect sence.You gotta be mental to follow that retoric.
@@koitk Brazing and silver soldering creates a molecular bond and the metals dissolve into each other, one metal can have a much higher melting point and still dissolve.....melt? into each other creating some of the strongest joints possible including tig welding.
An "arc" is a boat - read the book...
@@usernamemykel ark,twit.
This reminds me of when I was 10 years old and experimenting with a soldering iron, solder and copper wire. I'm surprised how well this seems to hold, it didn't look like it flowed particularly brilliantly into the joint during heating. Kudos to it tho
he also bent the base metal and had no idea what he was doing... much like a 10 yr old... so it was just "ok"
Me too! Like soldering up my old slot car frames.
Love this segment, I got this aluminium rod to repair a pontoon tank, works great, also know what you mean by it takes time, i once had a miller 250 with spoolgun, 12 gas bottles so i could do almost anything, a plasma cutter, and gas welding , brazing. all in all i had 17 gas bottles, i could weld anything and everything i wasnted to or ever needed to. lost it all in a divorce....starting over now and still have a very long way to go yet.... i;m now 64 yrs old, and trust me, it will all come, i will never give up working with my hands. I love making things with metal.... better than wood lol.... keep the faith my friend and love the channel.
Thanks Arne, good to hear from you, and 17 gas bottles, my word, that's a lot of options! Appreciate your kind words, really appreciate you taking the time to get in touch, all the very best, Del
What a beautiful workshop you got there Sir! Thank you for sharing.
Thanks mate it cheers me up every time i see the coat fall pmsl
When gas welding it's not enough to warm the surface of the metal to be welded and then melt the braze on top. To make a solid join, heat the pieces to the point where they are hot enough to melt the rod when it is touched to them as it will have a lower melting point than that of the pieces to be joined. A weld bead that is round on top is a sign that its not hot enough. You want the bead edge to be flush with the base metal.
I'm no tech but I felt the same way. It seemed to me that it should melt similarly as when actually welding, where it flows into the area then you know it is hot enough... I bet that if you used a finer tight flame and led the rod much like welding that it would also work better since the heat will dissipate so quickly. In other words I think the heat should be on it continuously and lead the rod. After all it does say that it has "flux core" so it seems that by "painting" it on you loose the whole point..
does this make sense?
The question I would experiment with is what is the best angle of the flame? On one hand I'd think that facing away will help to pre-heat the upcoming area. On the other hand putting the rod where it is hottest makes sense so perhaps drawing the flame...?? Or just face on and move slowly with the rod as close to the flame without touching it, since the metal is what needs to melt the rod.
Personally I would not use a vice directly. I would stick a rod to the pieces and put the rods in the vice with fiberglass strips for actual contact. Isolate the heat.
Also I would work both sides and or leave a tiny gap so that it actually fills that tiny space and cups around the two pieces being connected.. make sense?
I do have a question: does "how quickly it cools" make a difference?
Blessings... great video!!
Mate, I’ve watched and LEARNT a lot from you and for that, I thank you. Having said that, the last time I watched was when you were in that pokey little garage and gee you’ve improved in your accomodation. Well done.
Yeah. Ditto. Great set up! Looks shmick!
Taught me a lot about joining aluminium. The example tests were *really* good. Made the usefulness of the technique crystal clear. Thank you 👍
Thanks for this informative video on various methods, structural test, after brazing with that material on aluminum and the difference with why TIG welding is the go to choice for applications involving greater structural strength and cautions on their tensile capacity.
This is interesting and I'd like to experiment with it myself. I've always either used a TIG or Acetylene/Air to weld aluminum. The Acetylene/Air method is a lost art. I haven't met many who can weld aluminum with that method.
I would like to know how you do it because I would like to know how and be able to do it myself with an acetylene/ oxygen torch. Thank You
I just built a hang glider after watching the beginning of this video. I'll watch the rest after I get back from my hang glider test run.
🤣🤣
I've been waiting for someone I trust to review these rods 👍🏻
Been using these for years. The good ones are semi-flat, not perfectly round. Works good for repairing small 2stroke engine cracks, broken exhaust and intake flanges, and most things made from pot metal.
I bought some of these a couple of years ago from AliExpress ,very cheap and I,m sure they're the origin for a lot of these kits ..I bought them to make some aluminium auxiliary light brackets for my v Strom...and tho I still haven't got around to making them yet ,having seen your video ,I,m convinced the joints would be more than strong enough for the purpose I want.As a jeweller ,I have soldered platinum , gold ,silver ,brass nickel ,copper ,and always ,if you put the joints under that kind of pressure and tests ,the joints will fail depending on the thickness of the metal ...using a ring stretcher will always burst the joint ,unless you keep annealing the ring .So I think ,as you have rightly said ,it's a good addition to any workshop ,if used for the right job ...love your videos ,watched em for years ,and you,be got better and better at presentation ..much appreciated ..regards Chris
Thank you for your kind words Chris, and yes this product has many uses indeed, thanks for your long term support as well.
Thank you I wanted to see if they work .. light Duty work and depending on heat ,duration, and cleaning the pice proper....maybe the weld floats on top of the flux giving you a cold joint ,,,? But over all it could be useful for different jobs and tempered hardness,!.
DO NOT GET RIPPED OFF! -
#1. The metal has to be VERY clean.
#2. This is just plain old zinc rod worth about $1.85 per pound.
Flux = zinc chloride 10% + lithium chloride 90% - use this flex very sparingly, 1 ounce of this flux will probably yield 100 feet of linear weld area.
Dip zinc rod into flux when rod is pre-heated hot enough so that the flex sticks.
EASY and CHEAP, works get. Just remember the most important step, use a wire brush and make sure the metal is clean clean clean, very CLEAN! Must be a stainless steel wire wheel or brush.
Don't get ripped off, zinc is dirt cheap.
Hint: A US zinc penny works fine for small jobs if fluxed and cleaned.
I had on old Honda Dream that had a float bowl with a pin hole in it, this would be perfect to fix that type of leak.
Lots of great simple to understand information, your videos should be considered the gold standard of how to effectively share knowledge with others on youtube, thanks mate
Wow, thank you for such kind words Mark, we're glad you enjoy the videos..
As many who came here to watch, like me,
is also an Engineer and a welder of all types.
I can say you have done a great test and have enlightened me to this product,
as at home I don't have the equipment and room for such welders and gasses to do small hobby stuff at home so I have to do at work,
So after seeing this honest vid I will buy some.
I wonder what other metals that it would be good for. IE Chrome, kismet & silver
Thank you for your feedback, I understand from the instructions that it will join most non-ferrous metals together, but I haven't personally tried this!
find a plumber's or jeweller's supplies and get a white asbestos soldering sheet, absolutely no heat lost.
fast heating for ally.
don't forget to clean your pieces with acetone!edit : put a mark of soap on your piece too, it'll go black when it's at welding temperature.
That is impressive! There are a lot of applications where that is more then adequate. Great video
Donald Moore: Yes. Arts and crafts. This is not welding, or braising. This is bonding,, as in gluing.
*than
Best solution for a tigless life... buy a tig.
Or watch video on transforming hardwire machine into TIG welder.
@Fancy Boy It's called "tongue in cheek" humor.
Tongue in cheek. This is approved by Pete Buttegieg.
@@t.s.racing 😭😭😭😭
Why the hell is everyone argueing about what the process is called? The video shows what can be acheived and was very well presented and explained, well done.
I appreciate that most people out there are not professional welders and like you they're wondering if the rods really work like the commercial . However before you make a video to demonstrate to others how well these rods actually work you may want to spend a little time online learning how to weld or have a professional do the welding for you for the demo. Most of the failures of the joints you made were not due to the weakness of the product but incorrect welding technique or torch choice. So demo what you know how to do well and get a mate who knows how to do the things your not quite as sure of. Great channel keep up tbe good work
Question: for patching an aluminum boat (from the inside or the outside) would it work better than fiberglass or epoxy?
I wouldn´t use either. If it doesn´t work the boat would start taking in water and eventually sink. I wouldn´t take that risk. Take the boat to a welder instead.
I would NOT use it to plug fill a hole in an Aluminium boat but might consider it to solder on an Aluminium patch plate to an Aluminium boat pre-"tinning" the mating surfaces prior to soldering. Boats Aluminium hull would probably flex too much for a solder plug to maintain integrity. Other options are Aluminium patch using aerospace panel glue too.
When ever you join aluminum you need to remove the oxidation completely. so you really need to wire brush it extremely well, even beyond the weld area. Then you need to join it right away because the oxidation comes back with in minutes. Of course tig welding aluminum is the best way but mig welding works as well but the welds aren't nearly as nice. There are also standard stick welding rods for aluminum. I've never used them personally. The strongest way of joining aluminum is with epoxy though. Entire automotive sub chassis are assembled with epoxy.
The carbon in a non-stainless brush will contaminate the aluminum weld.
Absolutely correct. Such brushes should be wrapped in a rag and put away in a cabinet. You do not want to leave an SS wire brush exposed where even minute airborn particles can settle on SS brushes.
Yes, 1st thing I noticed. They told us back in the early `80s with Lumiweld alloy rods, only to use a new stainless brush to clean alloy components before welding.
"Fancy Boy5 minutes ago
Ever hear of a period? Why bother even putting spaces between the words for Christ sake."
What`s menstruation got to do with the price of bread?
I'm pretty sure it's surface rust and any oil on the steel bristles of an ordinary wire brush which will contaminate aluminium if you tried using it to surface clean before welding or brazing.
Carbon in steel is literally held in solution with iron to form part of the crystal structure and couldn't possibly "rub off" to contaminate the surface just by using an ordinary wire brush on aluminium.
Then there's the habit of newcomers calling aluminium "alloy" when the material they are attempting to weld is 1000 series pure aluminium...
Oi, Fancy Boy, it's called a fucking "full stop".
I had been wondering about this product, I have a project in mind that requires Al rather than ferrous metal. Stronger than I had initially thought. Thank you.
Sir this was Practical Video 👌,
of Aluminum Brazings/Weldings,
Video is Super, You've explained clearly,👍
Hey! Seriously impressed by your test-welding today. I agree with you that it wouldn’t be feasible for stress-related welds but ideal for panel work/bodywork jobs. I’m going to try it myself. Cheers for the video
Nice one Del! Finally got a cordless drill mate!!
I have to say that I’m impressed.
What I am impressed with is the cleanliness and organization of your shop! I have used these brazing rods before and they have
performed well. However, my applications never have needed the stress limitations that you subjected these examples to.
Awesome! Thank you, glad you liked it!
Thanks for the belly laugh with the stubborn jacket. A few years ago a friend of mine bought some of this rod and gave me a few pieces, just in case. I dropped them into my Acc. torch rod pouch. I think I will have to dig them out. Nice job of researching the rods. They definitely have their place in Aluminum Fusion. Years ago at a tool show there was a demmo with the Beer cans. It takes a good control of the heat source. Aluminum melts fast when up to temperature. :O) I have done TIG welding I will have to try it. Another challenge I can't resist. Great video.
4:48 Haha “Gurt Big” love that expression haven’t heard it for years 😆.... The Wurzels used to sing that ...”where be that blackbird be I know where ‘e be.... with a gurt big stick I’ll knock ‘e flat ... blackbird I’ll ‘ave ‘e”
Brilliant vid , had my doubts for tasks needed but im completely sold now.
Thanks for testing this out, great clip!! I've been looking at this method for a while but not sure about it as you were yourself but certainly looks viable.
I agree with you that it is limited in respect of safety, but perhaps if a double butt weld is used on sheet etc. that is chamfered both sides and then brazed each side as well it would add to the overall strength? Only area I am not certain about is when the workpiece is really hot enough to receive the braze. I originally learned to weld in the 60s before MIG welding came about and Ali brazing was used at that time (not self-fluxing), a rough guide was to coat the outer edges with soap, when it turned black it was said to be hot enough! Thanks for a great Vid and all the best with the bike project.
Hello Delboy's Garage, I found your vid enlightening. I have been tasked to put together some H Vac systems and know that the tubes and radiators tend to be aluminum soldered so your vid is a start at understanding whats before me. I have extensive brazing experience being a bicycle frame builder for over 45 years so we will see if I can seal up a system that holds 50psi..Thanks again at such a good professional set up for testing different joints for strength..
Hi Louis, sounds like a fun project, if it helps in any way, specially regarding your experience in brazing, the aluminium soldering is a little more tricky, as you'll know, brazing steel you can keep the required heat localised, so when you braze one joint and more on to the next, it stays put, but the way heat wicks through aluminium, and coupled with the super low melting point of these rods, you can be happily soldering away at one point and a part 8" away you've just soldered, will also reach critical temp.... the solder then melts and it falls apart! So the real trick is to jig the assembly tight so it stays put. A little practice will really help as there is a knack to it! And make sure you source the 'real' rods from Durafix, so many people seem to be receiving plain aluminium wire for TIG welders when buying online and it doesn't melt low enough, so you end up melting the job and it still doesn't flow... good luck with it, hope it goes well!
Brazing or Soldering is metal 'Joining'...Welding is Fusion at a Molecular level.
Thank you for another excellent Video Delboy.
Im impressed , its a good get me home when overlanding !
I am fairly sure that I remember the Swedish guy who demonstrated this year on year at the Great Dorset Steam fair used a sharp high quality stainless steel probe (ex dental) to scratch the metal once the solder was flowing to get a better adhesion. For example the sides of the holes in the plate in your demonstration, otherwise it did not stick so well as the brush had missed it. I am not even sure that he did not only use a probe and no brush, scratching the areas where the solder needed to stick under the molten solder. 316 stainless (austenitic) would probably be the one to go for not ferritic stainless ie 303. The probe (spike) was very thin and did not cool the solder. A thinned down A4 stainless bolt would probably do the trick with a pointed end. Titanium might be better. Possibly - heat the metal add the solder (molten blob or line), remove the solder rod, keep heating, scratch under the molten solder, remove heat.
Using a sharpened stainless steel bicycle spoke to scratch the aluminium through the molten puddle does make the joint stronger
I remeber that too (the probe)
FYI most of these brazing rods have a flux core, but using a flux paste is good idea too....
BTW they even sell a way to add flux to the gas...
bottom line is the clean the better, since it no as hot as welding, where minor surface impurities tend to be burnt off...
and going through all that trouble and still end up with an interior product.
take the plunge and go all-out Alu Welding.
the greater surface area makes this type of brazing usually stronger than welding.... .... not mention its far easier and cheaper for someone with no equipment to get started and end up with better results....
BTW its moronic to think of it just for interior products...
That looks pretty promising. I going to try it myself
Great video. Interesting product. Fell off my Ducati Hypermotard and broke the cast aluminium foot peg bracket. Ducati wanted nearly £300 +postage for a new one. (couldn't find a second hand one at all) Tried electric stick welding aluminium rods at £30 a box. I had a DC invertor welder and it worked a treat, much to my surprise. The welds were not neat but a dressing with a die grinder sorted them out. I tried them out first on some scrap aluminium and was amazed how strong the joints were.
Good demonstration you Done All the right things. I've got that at harbor freight and it' works.
That was interesting. I never did much work in aluminium other than just bend the stuff. Nice one.
Thats convinced me, good video Im off to buy some of those rods
So, did you buy and try it out? It's cheap on eBay anyway...
@@tousshong9438 Bought some but I have not used it yet
As a "professional" International Welder, you cant really use this method on any parts that are under "mechanical stress" (as you said). I see how weak it is by just looking at it.. it hurt my eyes but yeah it did hold a little. I just hope everyone watched the video untill the end.
All the joint he prepared were meant for welding practice, and obviously the test would fail prematurely. After all, he did every "things not to do for brazing".
Brazing and soldering use different setup, sleeve, or maximizing surface contact.
I made a complete subframe with this same system. On my test piece it tore up the parent metal rather than the joint failing. Having said that I got it welded as it's going to support an under seat fuel tank too and the thought of my butt smashing down onto a fuel tank then onto a wheel spinning at 160 mph bought out the health & safety in me!
I was very skeptical, but after your demonstration I feel a lot better about this. Thanks for the demonstration. I'm going to use it for a prototype that requires a lot of connections for strength, similar to the connections used in a truss. This is a solution and a bit of a miracle, and I'm very excited about this. I see that surface preparation is the most important factor, and certainly worth taking the extra time to get it all scratched up and clean, because the areas where it peeled away were not fully prepared. I really like the additional helpful tips at the end of the video, where you mention overlapping, drilling holes, and flowing in between. For the in-between, I can make some deep scores and fill them in. This gives me ideas for all kinds of things to try and I think my connections will be very strong. Thank you!
It sure isn't welding, but it's pretty impressive for what it is.
Obviously it's not welding. Are you deaf?
Sorry for being an ass, but when you made the first joint I couldn't see any penetration on the underside of the piece. The same with the last one. IF the "welding rod" works anything like solder, you should have been able to redirect the heat to get the solder/weld to penetrate from the first side, underneath the upper piece, and out on the other side due to the surface tension of the molten material. That would have made a much stronger joint.
I'm still impressed by the results though, even if it leaves a bit of a questionmark on the behaviour of the material in my book.
Best wishes from a swedish viking goldsmith pleb. :D
Hey Del, that stuff is really cool. Thank you for the great information.
First: amazing video, everything here was done very well and lets you know what you need to know for where and how to use these.
Second(not as much for you, but consideration for anyone using this later) : One possible improvement for that last frame weld you did would be to tin the mating surfaces prior to sticking them together. Not always practical, but a great practice for solders and brazes.
Nih, nih, nih!!!!!
Thanks. I just ordered some of these rods, myself. Good to see that they work.
That stuff is pretty good actually ,way better than I expected
Impressive stuff!
I would call it soldering, but good stuff
Thanks for a clear demonstration of using an easy to use "hot melt glue" for aluminum. I read through some of the comments and had a laugh at the passion expressed by some. You mention a few times that this is not a replacement for fusion welding. I'd like to see how the Rickman fairing stands up to vibration over time. I'm going to try it on an aircraft cowl. Cheers !
"hot melt glue for aluminum" That's a very apt analogy!